
After the success of my V2 Profile I felt I could go even faster with little impact to quality. I started from the V2, checked out some of Chep’s profiles and some other 3rd party profiles, made WAY to many test prints and ended up with something I am really proud of.
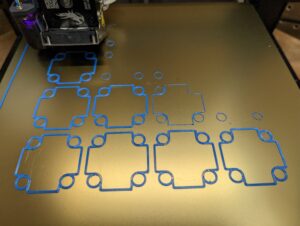
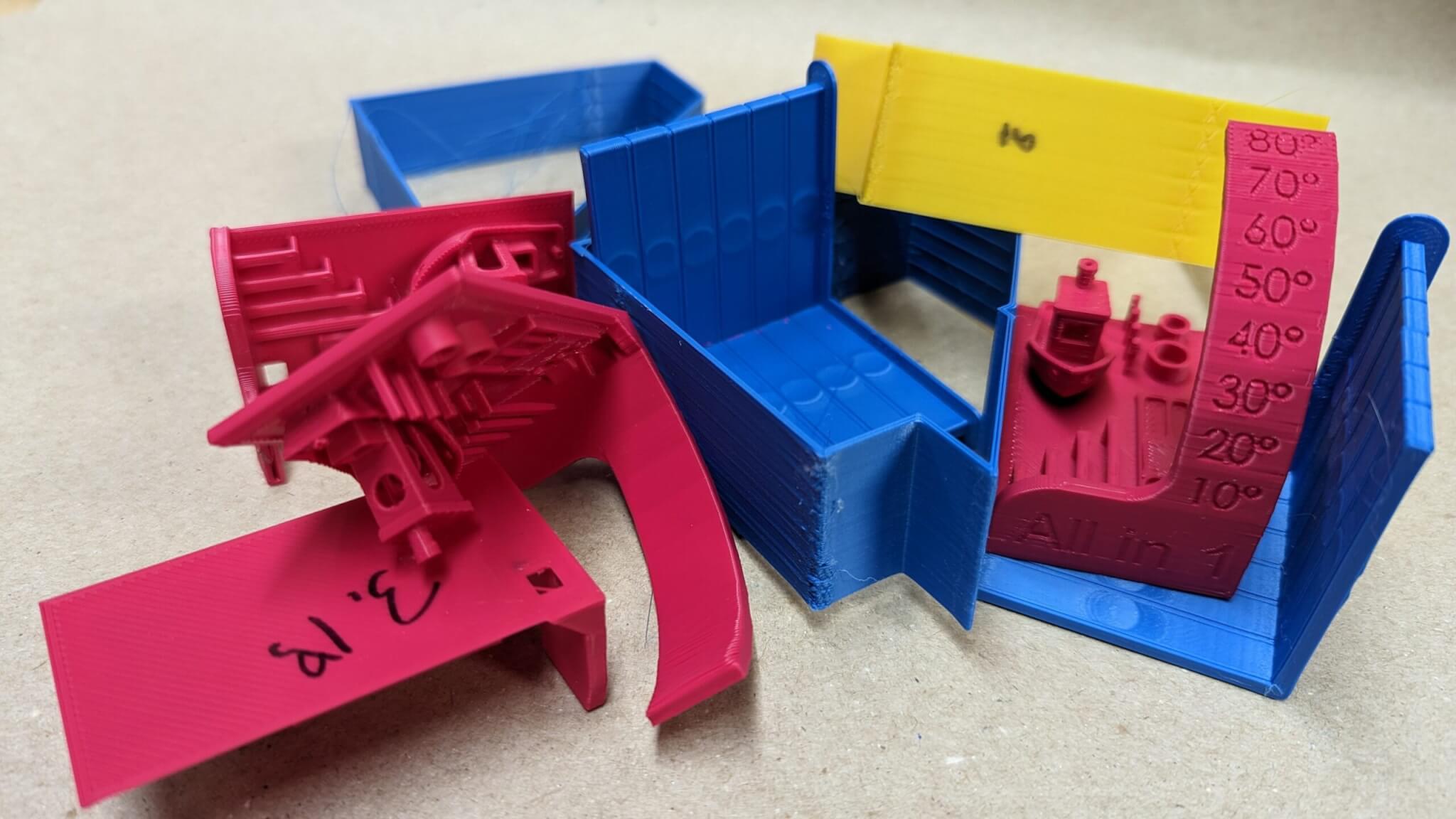
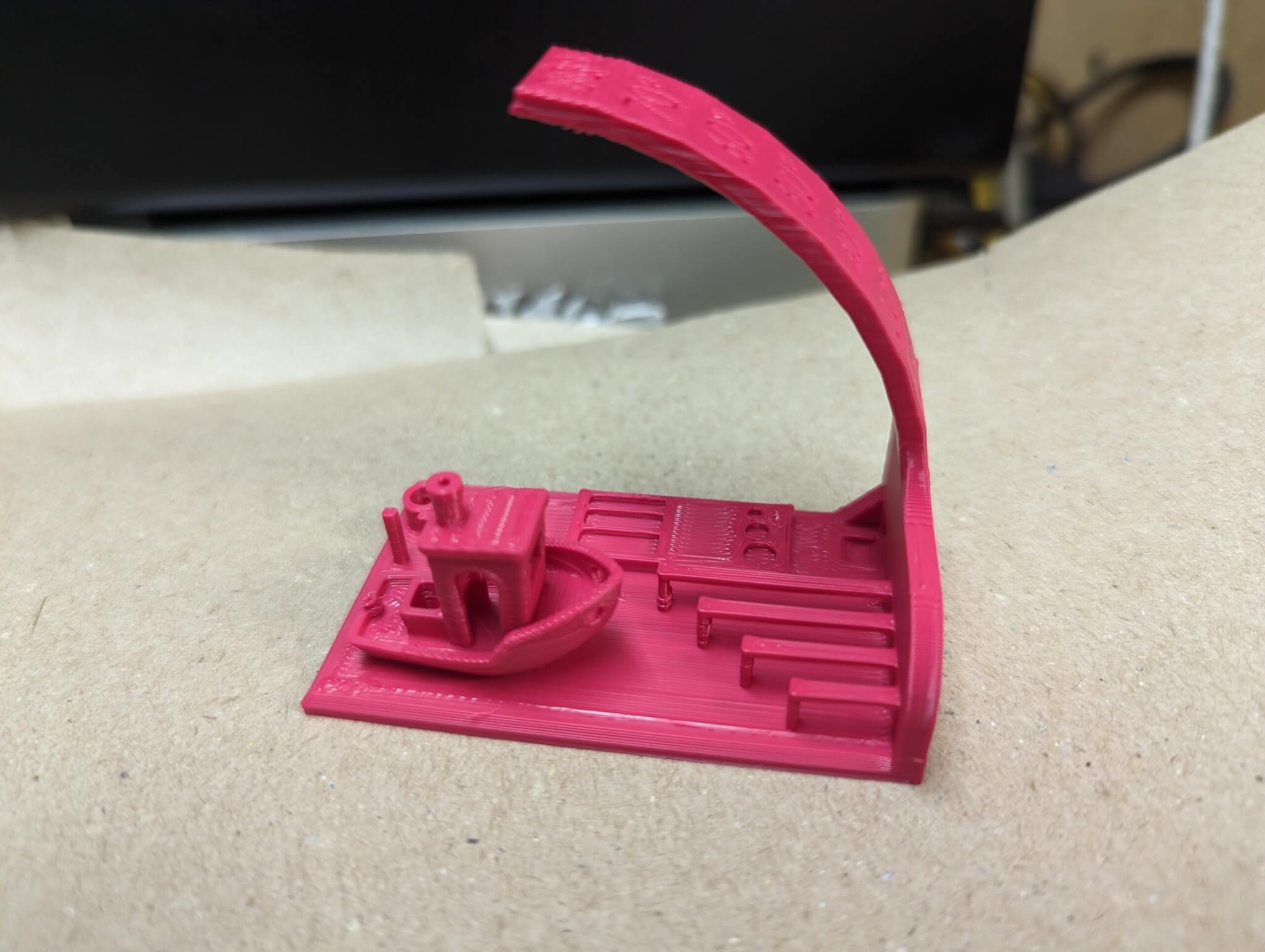
Samples






Key Changes over Stock Cura Profiles
- 140 mm/s base print speed (You may be able to push to 150 mm/s if you have upgraded your Ender
- Dialed back travel speed. I did a bunch of tests, the Ender 3 S1 with it’s heavy extruder and bed really can’t handle anything faster without Input Shaping (a project for a future day)
- Modest Jerk control – This really increases the print speed but is “violent” for the printer. If you find your corners are getting sloppy let me know and disable the setting. I have found on my Ender 3 S1 it works fine with my printer on a piece of old tile, on top of some foam insulation. It dampens the motions enough
- Changes to infill to be more like interior support than structure. If you are printing something that is gonna get hard use swap it to cubic.
Possible drawbacks:
- More wispy stringing
- Some lost details on really small towers if you don’t have enough cooling
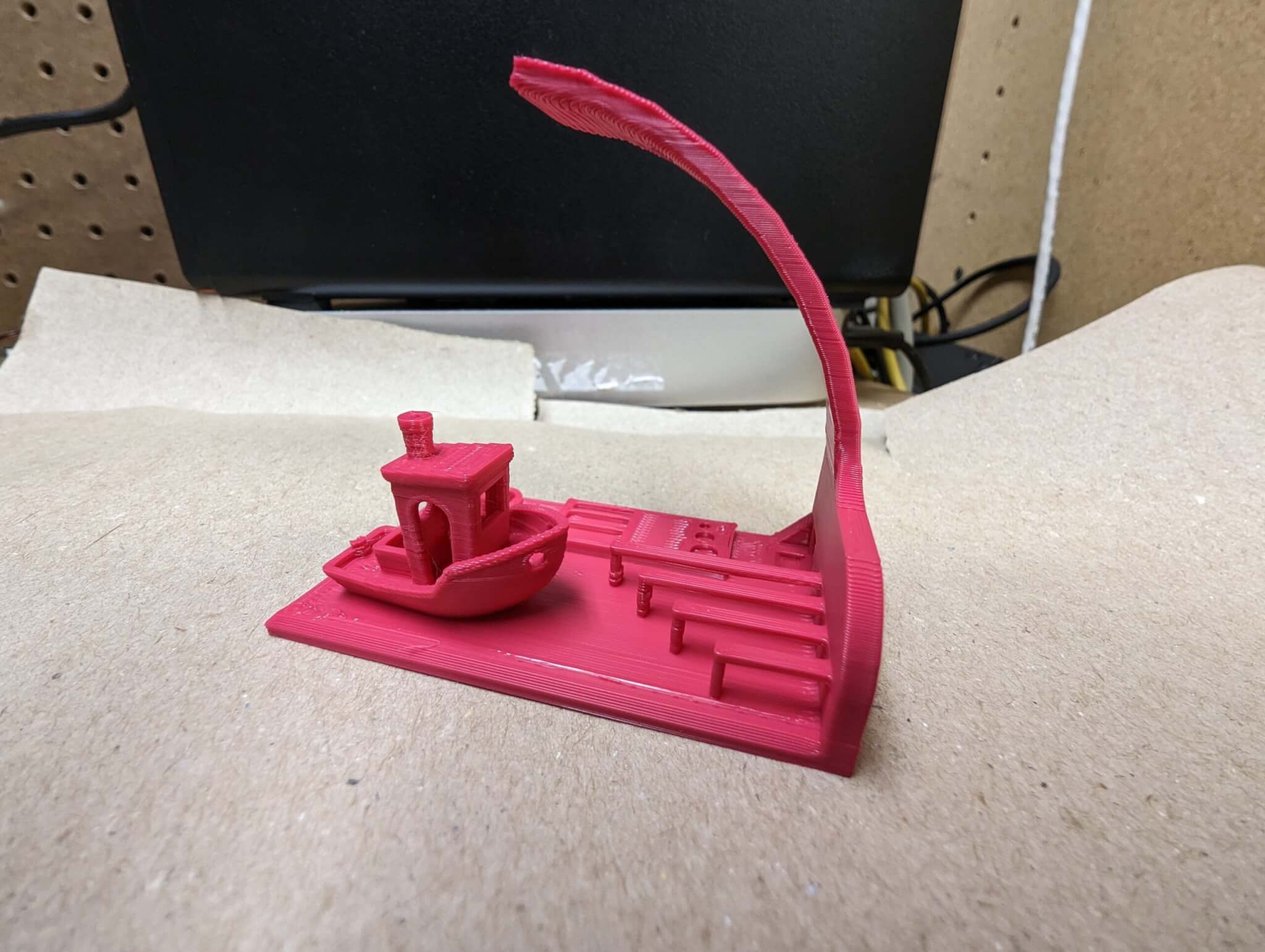
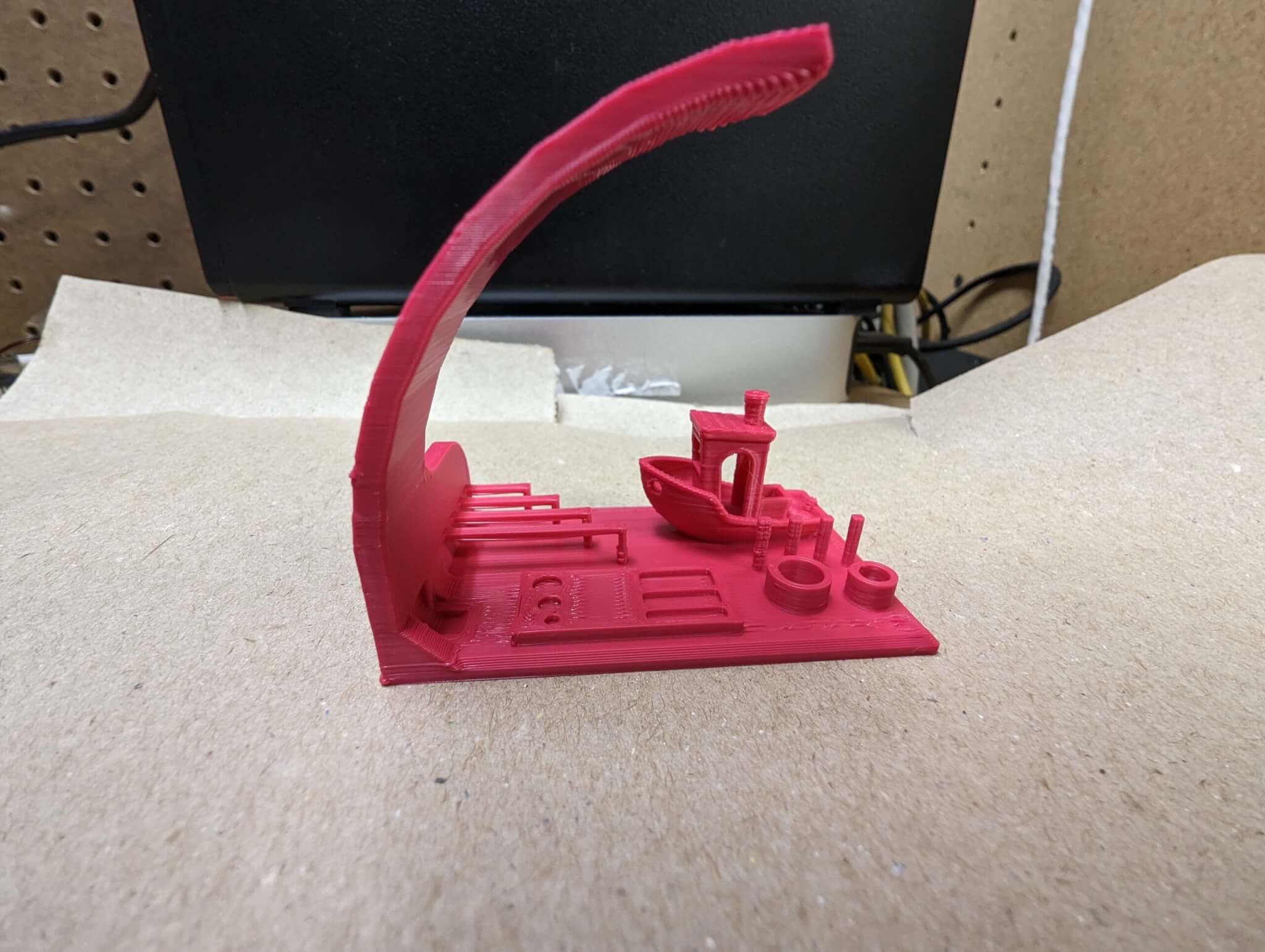
Overall this profile maintains really good .2 layer height quality with really fast printer speed. It takes a really dialed-in printer, Bed Trammed, Leveled, and Cleaned. Properly adjusted eccentric nuts, squared gantry, etc.
If you find this too fast for you dial it back to 120 or 100 and you should still get some great results.
Download
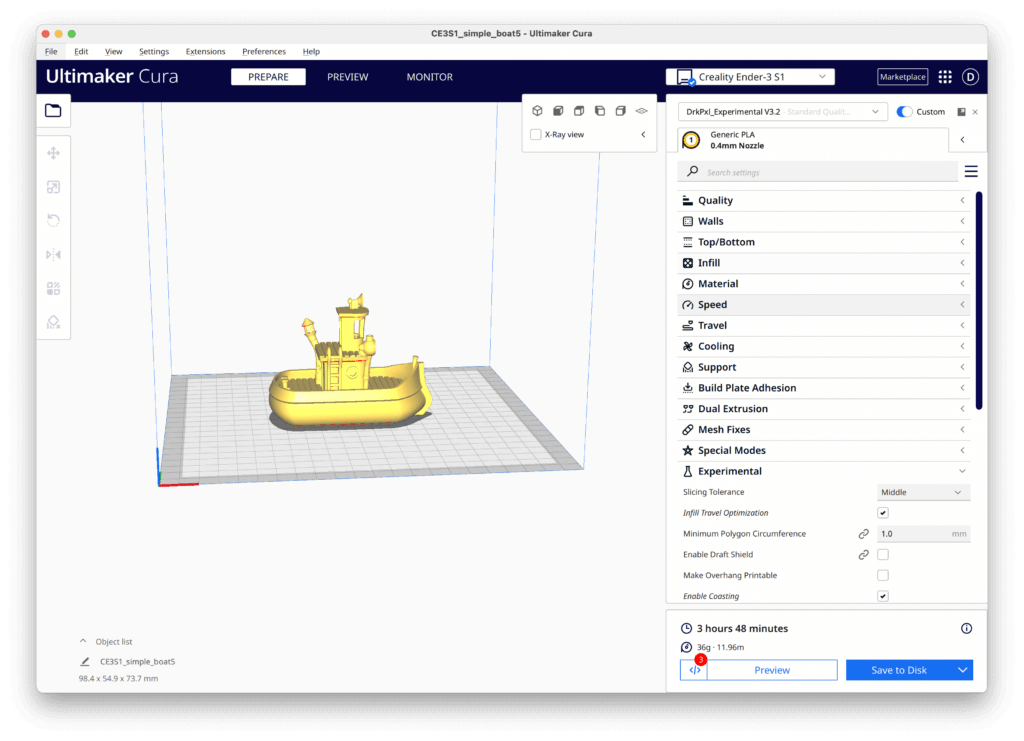
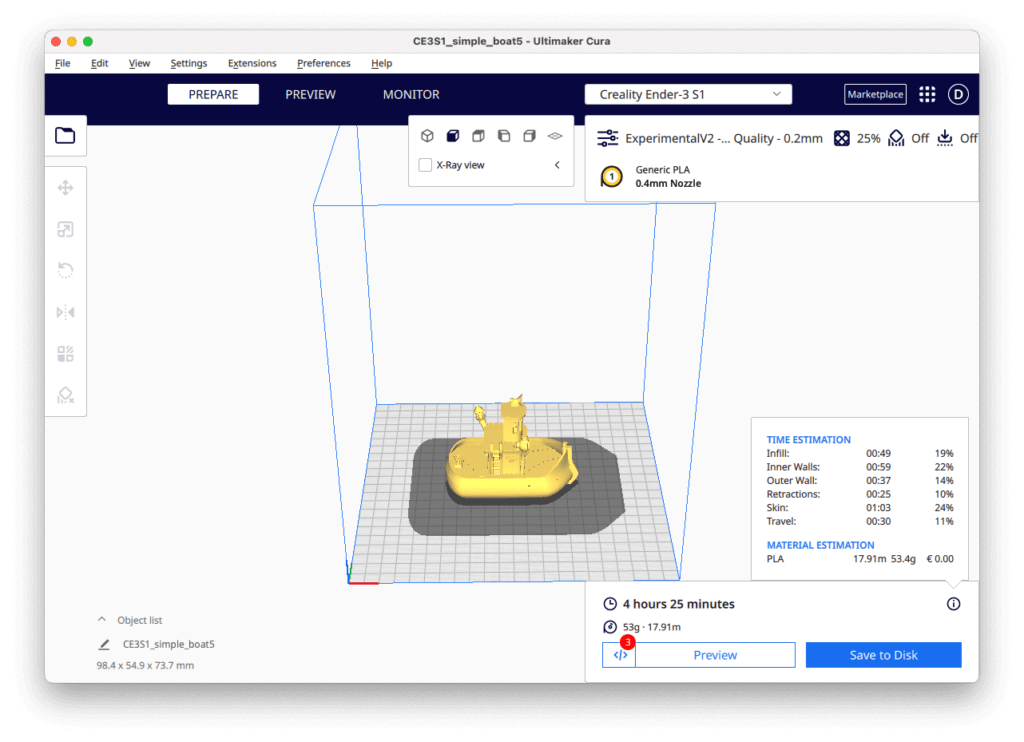
Some comparisons from other profiles, screen shots from Cura
90 minutes savings from CHEP‘s good profile -(His does print better though, not by much, but def better), 45 minutes savings from my V2 profile
- New V3 Profile, 3 hours 48 minutes
- Existing V2 Profile 4 hours, 25 minutes
- CHEP FF5.1 Good Profile, 5 hours 24 minutes
V3 Profile
V2 Profile
Chep Good Profile

Full Profile in YAML format
version = 4
name = DrkPxl_Experimental V3.1
definition = creality_base
[metadata]
type = quality_changes
quality_type = standard
setting_version = 20
[values]
adhesion_type = none
arcwelder_allow_dynamic_precision = True
arcwelder_allow_travel_arcs = True
arcwelder_enable = True
arcwelder_g90_influences_extruder = True
jerk_enabled = True
layer_height = 0.2
layer_height_0 = 0.16
material_bed_temperature = 55
material_bed_temperature_layer_0 = 60
print_sequence = all_at_once
retraction_combing = noskin
speed_slowdown_layers = 2
support_enable = False
support_type = buildplate
version = 4
name = DrkPxl_Experimental V3.1
definition = creality_base
[metadata]
type = quality_changes
quality_type = standard
intent_category = default
position = 0
setting_version = 20
[values]
acceleration_print = 2000
bottom_layers = 4
bottom_thickness = =top_bottom_thickness
brim_line_count = 12
brim_outside_only = True
brim_width = 20
coasting_enable = True
connect_skin_polygons = True
cool_fan_full_layer = 4
cool_fan_speed = 100
cool_fan_speed_0 = 0
cool_fan_speed_max = =cool_fan_speed
infill_enable_travel_optimization = True
infill_line_distance = =0 if infill_sparse_density == 0 else (infill_line_width * 100) / infill_sparse_density * (2 if infill_pattern == 'grid' else (3 if infill_pattern == 'triangles' or infill_pattern == 'trihexagon' or infill_pattern == 'cubic' or infill_pattern == 'cubicsubdiv' else (2 if infill_pattern == 'tetrahedral' or infill_pattern == 'quarter_cubic' else (1 if infill_pattern == 'cross' or infill_pattern == 'cross_3d' else (1.6 if infill_pattern == 'lightning' else 1)))))
infill_pattern = lightning
infill_sparse_density = 10
infill_support_enabled = False
initial_bottom_layers = =bottom_layers
initial_layer_line_width_factor = 120
inset_direction = outside_in
jerk_print = 12
line_width = 0.45
material_final_print_temperature = =material_print_temperature
material_initial_print_temperature = =material_print_temperature
material_print_temperature = 205
material_print_temperature_layer_0 = 215
min_infill_area = 1
raft_margin = 5
raft_speed = 55
retraction_speed = 50
skin_monotonic = True
skin_overlap = 25
speed_infill = =speed_print
speed_layer_0 = 25
speed_print = 150
speed_travel = 150
speed_travel_layer_0 = =100 if speed_layer_0 < 20 else 150 if speed_layer_0 > 30 else speed_layer_0 * 5
speed_wall_0 = =speed_wall
speed_wall_x = =speed_wall
support_angle = 60
support_infill_rate = 5
support_pattern = lines
top_bottom_pattern = lines
top_bottom_pattern_0 = lines
top_bottom_thickness = 1
top_layers = 4
wall_line_count = 2
wall_line_width = =line_width
wall_transition_length = 0.42
z_seam_type = sharpest_corner
zig_zaggify_infill = True